
The wine making Sanitary Valve is a kind of valve specially used in the wine industry, and its design and manufacturing process pays special attention to the requirements of the sanitary level. This type of valve is commonly used in the production, storage and transportation of wine to ensure the quality and hygiene of wine.
Hygienic valves for wine production typically have the following characteristics:
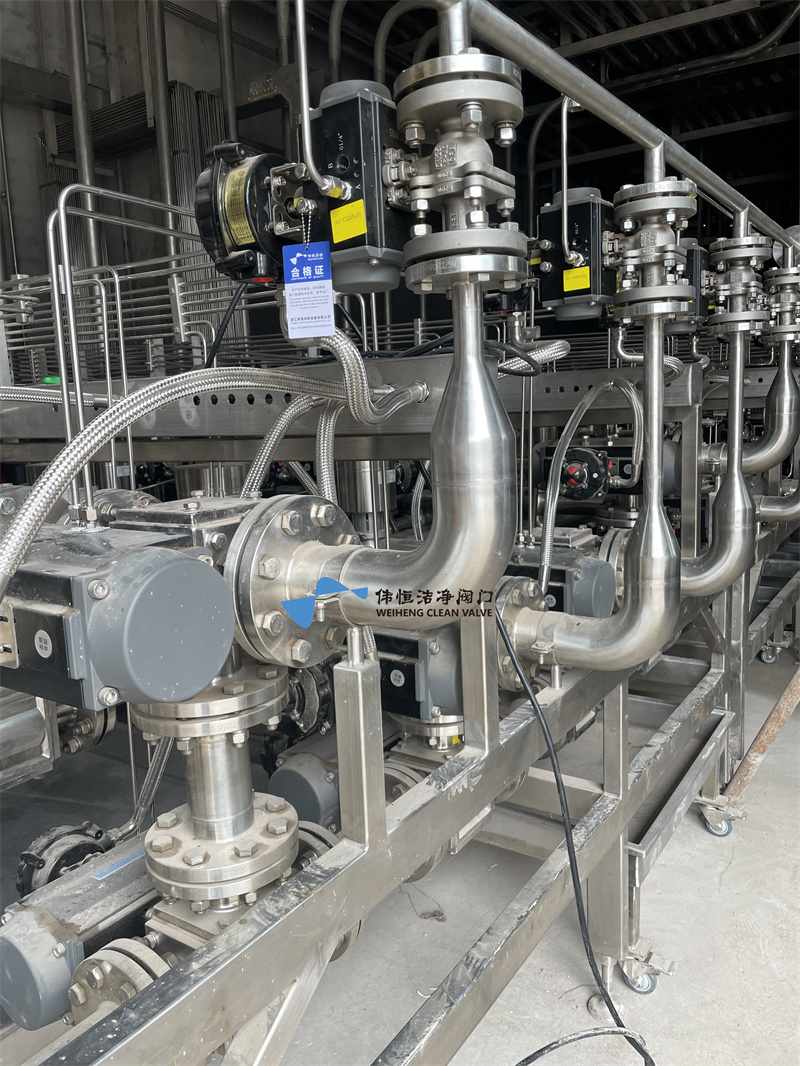
Material selection: The valve material is generally made of corrosion-resistant and easy-to-clean materials such as stainless steel to meet the requirements of hygiene and durability in the wine industry.
Structural design: The valve structure is designed to be simple and easy to clean and maintain to reduce the growth of bacteria and other microorganisms.
Sealing performance: The valve has good sealing performance to prevent wine leakage and the entry of external contaminants.
Easy to operate: The valve is easy to operate and easy to open and close to meet the needs of frequent operations in the wine making process.
In the process of wine making, sanitary valves are usually installed in key parts of wine conveying pipelines, wine storage tanks, fermentation tanks and other equipment to ensure the hygienic safety and stable quality of wine. At the same time, sanitary valves also need to be cleaned and maintained regularly to ensure their normal operation and extend their service life.
It should be noted thatHygienic valves for wine makingThe selection and use should be determined according to the specific winemaking process and equipment requirements to ensure that it can meet the production needs and hygiene requirements.
























The brewing industry—encompassing craft breweries, industrial-scale beer production, microbreweries, and specialty malt beverage facilities—relies heavily on precision engineering, sanitary design, and highly efficient process control systems. One of the most essential components across brewing operations is the valve. Valves in brewing applications are responsible for controlling fluid movement, regulating pressure, managing flow rates, preventing contamination, supporting automation, and ensuring consistent beer quality. They enable brewers to move wort, hot water, steam, yeast slurry, carbonation gases, and cleaning solutions through various stages of production.
Modern breweries, whether small artisan facilities or global beverage producers, depend on reliable valve technology to improve productivity, reduce manual labor, enhance sanitation, and maintain flavor integrity. Valves are found in almost every stage of beer production, including mashing, lautering, boiling, whirlpooling, fermentation, conditioning, filtration, packaging, CIP sanitation, and utility systems such as steam, CO₂ distribution, and glycol refrigeration.
Because brewing is a food-grade process, valves must adhere to strict hygienic standards. This often requires stainless steel sanitary valves, food-grade seals, smooth internal surfaces, and easy-to-clean designs that prevent bacterial growth. Breweries also integrate automation valves, including pneumatic actuators and control valves, to increase operational efficiency and reduce human error.
This comprehensive 3500-word article explores the applications of valves in brewing, covering valve types, system integration, brewing process stages, material requirements, sanitary standards, automation trends, and the role valves play in ensuring beer quality and production safety. Fully optimized for Google SEO, this article incorporates essential keywords such as brewing valves, sanitary valves, brewery butterfly valve, brewery ball valve, steam valves, CIP valves, fermentation tank valves, yeast handling valves, and food-grade process control.
2. Why Valves Are Essential in Brewing Operations
Valves are responsible for controlling all types of fluids within a brewery, including liquids, gases, and steam. They maintain the integrity of the brewing environment and support consistent product quality.
2.1 Ensuring Safety
Brewing involves high temperatures, boiling liquids, pressurized tanks, and CO₂-rich environments. Valves ensure:
Safe pressure relief
Controlled steam distribution
Stable fermentation tank pressure
Protection against explosive CO₂ buildup
2.2 Improving Sanitation
Since beer is a consumable product, cleanliness is critical. Valves designed for sanitary applications:
Prevent bacterial growth
Minimize dead zones
Allow CIP (clean-in-place) cleaning
Reduce contamination risks
2.3 Enhancing Process Consistency
From mash flow to fermentation management, valves ensure:
Accurate temperature control
Consistent flow rates
Proper yeast pitching
Repeatable production batches
2.4 Supporting Automation
Modern breweries use automated valves for:
Mashing automation
Lauter tun runoff
Fermentation scheduling
CIP cycle programming
Packaging line optimization
Without advanced valves, breweries would rely on labor-intensive manual processes, increasing the risk of inconsistency and contamination.
3. Major Brewing Stages Using Valves
Valves are used in nearly every part of the brewing process. Below is an in-depth breakdown of how valves support each operation.
4. Valves in Hot-Side Brewing Processes
4.1 Mashing
During mashing, hot water mixes with milled malt to convert starches into fermentable sugars.
Valves used:
Stainless Steel Butterfly Valves
Tri-clamp ball valves
Steam control valves
Hot liquor tank valves
Functions:
Hot water control from HLT (hot liquor tank)
Mash transfer
Temperature-regulated steam control
Mash mixer water injection control
Brewers must maintain a precise mash temperature, making valves crucial for heating consistency.
4.2 Lautering
Lautering separates sweet wort from spent grain. Flow control is essential to avoid stuck sparges and inconsistent runoffs.
Valves commonly used:
V-port control ball valves
Butterfly valves
Functions:
Flow regulation for wort runoff
Sparge water distribution
Recirculation flow control
Preventing oxidation with gentle flow adjustment
Advanced breweries often use automated V-port valves for precise lautering control.
4.3 Wort Boiling
The boiling stage sterilizes the wort and extracts bitterness from hops. High temperatures and aggressive steam cycles require durable valve materials.
Valves used in boiling:
High-temperature butterfly valves
Steam trap valves
Condensate return valves
Pressure-rated ball valves
Purpose:
Steam supply regulation
Kettle whirlpool valves
Boil kettle transfer valves
Hop dosing system valves
Boil kettle valves must be designed for thermal shock resistance and high-temperature operations.
4.4 Whirlpooling
Whirlpooling concentrates hop solids and trub at the center of the vessel for clear wort separation.
Common valves:
Tangential inlet valves
Butterfly outlet valves
Tri-clamp transfer valves
These valves allow the brewer to regulate:
Turbulence
Flow direction
Whirl speed
Wort clarity
5. Valves in Cold-Side Brewing Processes
Once the wort is cooled, it enters the cold side, where sanitation and contamination control become even more crucial.
5.1 Wort Cooling Systems
Heat exchangers require precise regulation of:
Cold water
Glycol
Wort flow
Valves used:
Temperature control valves
Glycol system valves
5.2 Fermentation Tank Valves
Fermentation is one of the most sensitive brewing stages. Valves must maintain pressure, prevent contamination, and assist in yeast management.
Key fermentation valves:
Sample valves
PRV (pressure relief valves)
Carb stone valves
CIP spray-ball valves
Yeast harvest valves
Drain valves
Functions include:
CO₂ control
Beer sampling
Dry hopping automation
Blow-off management
5.3 Yeast Management Systems
Yeast is a living organism; valves must ensure delicate handling.
Common valves:
Aseptic diaphragm valves
Low-shear ball valves
Check valves for contamination prevention
Used for:
Yeast pitching
Yeast propagation tank transfer
Yeast harvesting from conical tanks
6. Packaging and Kegging Applications
Packaging lines require high-speed, sanitary, and reliable valves to handle beer, CO₂, and CIP fluids.
Valves used in packaging lines:
Carbonation control valves
Fill head valves
CO₂ purge valves
Foam control valves
Counter-pressure filling valves
Kegging / Canning / Bottling
Valves manage:
Beer flow
Gas purging
CIP return
Line sanitizing
Packaging lines often incorporate fully automated actuated valves to maintain consistency.
7. CIP (Clean-In-Place) and SIP Systems
Sanitation is essential to maintain beer quality. CIP systems rely on valves that can withstand caustics, acids, steam, and high-pressure cleaning cycles.
Valve types used:
Mixproof valves
Double-seat valves
High-temperature ball valves
Steam valves
Chemical-resistant diaphragm valves
CIP applications:
Caustic wash control
Hot water rinse
Acid sanitation
Steam sterilization (SIP)
Automated cycle control
High-level breweries often adopt full CIP automation using pneumatic valve manifolds.
8. Utility Systems in Breweries
Valves are also used in supportive systems such as:
8.1 Steam Distribution
Steam shutoff valves
Safety relief valves
Steam trap valves
8.2 Glycol Refrigeration Systems
Temperature control valves
Glycol expansion valves
Return line isolation valves
8.3 Compressed Air
Used to operate pneumatic actuators.
8.4 CO₂ Systems
Used for:
Carbonation
Tank pressurization
Packaging lines
Valves must be pressure-rated and designed for safe handling.
9. Types of Valves Used in Breweries
A brewery may use dozens of valve types. Below are the most common categories.
9.1 Butterfly Valves
Most widely used due to:
Quick operation
Low cost
Easy cleaning
Low restriction
9.2 Ball Valves
Used for:
High flow
CIP chemical systems
Hot-side brewing
9.3 Diaphragm Valves
Ideal for sanitary and sensitive operations.
9.4 Check Valves
Prevent backflow contamination in wort and CIP lines.
9.5 Control Valves
Used for extremely precise flow or temperature management.
9.6 Steam Valves
High-temperature, corrosion-resistant.
9.7 Pressure Relief Valves
Critical for tank safety.
10. Valve Materials and Sanitary Standards
Brewing valves must be made of food-safe materials and meet sanitary requirements.
10.1 Stainless Steel
Specs:
304 stainless steel (acceptable for hot-side brewing)
316 stainless steel (superior corrosion resistance for cold-side and CIP systems)
10.2 Seal Materials
EPDM
PTFE
Silicone
Viton
10.3 Sanitary Standards
Valves must comply with:
FDA food-grade standards
EHEDG hygienic design
3-A sanitary standards
Brewers Association best practices
11. Automation Trends in Brewing Valves
Modern breweries adopt automated systems to:
Reduce labor
Improve consistency
Enhance safety
Achieve scalable production
Automation valves include:
Pneumatic actuators
Electric actuated valves
Automated butterfly valves
Mixproof valve systems
Digital control valves
Automation integrates with:
PLC / SCADA systems
Brew automation software
Temperature controllers
Flow meters
12. Challenges Faced in Brewery Valve Engineering
12.1 Hygiene and Sanitation Requirements
Eliminating dead zones is essential.
12.2 Thermal Stress
Valves must handle rapid temperature cycling from hot-side to cold-side.
12.3 Chemical Resistance
CIP chemicals can degrade low-quality materials.
12.4 Flavor Sensitivity
Any contamination affects beer taste and aroma.
12.5 Budget Constraints
Craft breweries often need long-life valves that remain affordable.
13. Future Trends for Brewery Valves
13.1 Smart Valve Technology
Sensors for:
Temperature
Flow rate
Pressure
13.2 Predictive Maintenance
Using IoT data to prevent failures.
13.3 Fully Automated Brewhouses
More breweries adopting professional-grade automation.
13.4 Zero-Dead-Leg Valve Designs
Improved hygiene and faster sanitizing cycles.
13.5 CO₂ Reduction Systems
Valves that support CO₂ recovery and sustainability.
Conclusion
Valves are essential to brewing operations, playing a vital role in every stage of beer production—from mashing to packaging. They ensure safety, maintain hygiene, support automation, regulate flow and temperature, and preserve flavor integrity. Modern breweries depend on sanitary stainless steel valves, automated control valves, diaphragm valves, butterfly valves, and mixproof systems to achieve both efficiency and quality.
As breweries continue to grow and adopt more advanced technology, the demand for high-quality brewing valves will increase. The future of brewing is driven by smarter automation, enhanced sanitary design, sustainability initiatives, and high-precision process control—all made possible by innovative valve engineering.
This website uses cookies to ensure you get the best experience on our website.

 Search
Search











 Phone
Phone
Comment
(0)